



Steel door production line
Intelligent Door Production Line
Keywords:
Intelligent Door Production Line
Category:
Production line

Hotline:
Detailed information
Process Description:
1)Ordering software
One set of automatic ordering software (including material calculation, cutting and laser cutting, coding, labeling, and connection with the bending center upstream and downstream), programming training, lifelong free upgrade service, open
2)Precision CNC Kaiping Machine;
Equipped with material racks; Equipped with a loading trolley and hydraulic tensioning, the material is leveled and fed to the laser cutting machine according to the order data.
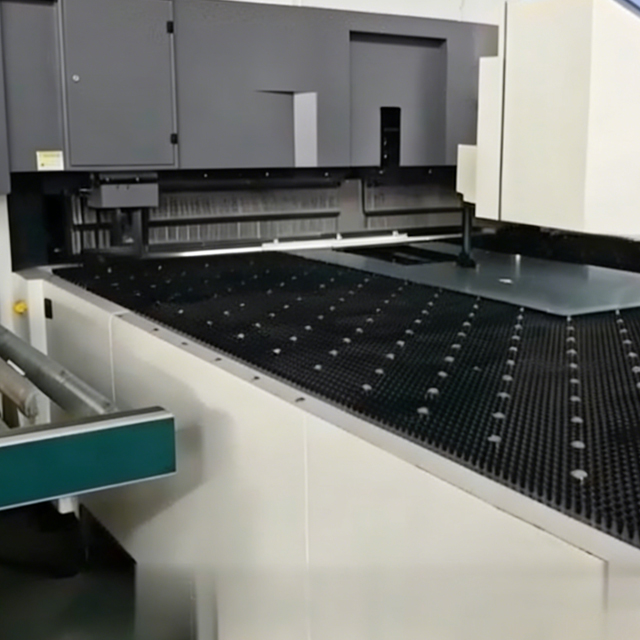
3)Laser Cutting;
According to the order data, automatically read and cut the door leaf hole position and layout the door frame. After cutting, the printer next to it automatically prints the corresponding QR code for each board, which is manually pasted for subsequent equipment to read the data.
4)6-axis robotic arm grabs materials;
1 material position for door frame and 1 material position for door leaf. When grabbing the sheet metal, data is read to the bending center, and bending the door leaf requires a mechanical arm to grab and rotate 180 degrees.
5)Bend the center and fold the long side;
After flipping over the door leaf and door frame panels, enter the bending center and fold the long edges into the required process.
Door Frame
6)CNC bending machine
The other side of the door frame is adjusted according to the scanning data and then folded into the corresponding size door frame with the help of a mechanical arm.
7)Welding station
The subsequent process is completed manually
Door Leaf
8)Flanging machine and press machine for short edge processing;
The flanging machine and press machine shape the short edge into the required process.
Automatic tool change, perfectly matched with short corner hanging ear knife.
9)Welding station
According to the data of the door leaf read by the robotic arm and transmitted to the forming machine, the skeleton is assembled according to the welding sequence based on the welding position.
10)Automatic glue pouring machine;
The formed sheet materials that do not need to continue working on the production line can be removed from the transplanting station; The sheet metal that continues to work, after being positioned, enters the glue spraying system for automatic glue spraying. The glue spraying machine is equipped with an avoidance window and automatically recognizes the size of the window.
Note: The minimum distance for adhesive window holes is 5 centimeters and can be processed
11)Fill, close the door, and fix the cover plate with screws;
After fixing the side of the bottom plate, manual filling is carried out.
After manual filling, manually apply glue to the multi-layer board, and press the completion button after completion.
The cover plate is transported from the lower roller line to the buckle plate station for lifting and flipping.
The cover plate and bottom plate are interlocked, and the screws are fixed in the rear workstation to form a whole.
12)Hot press bonding;
Adjust the hot pressing time required for each door according to the customer's use of glue, and replace the positioning block if the thickness of the door leaf changes.
Method of entering and exiting the hot press bonding machine; Automatic.
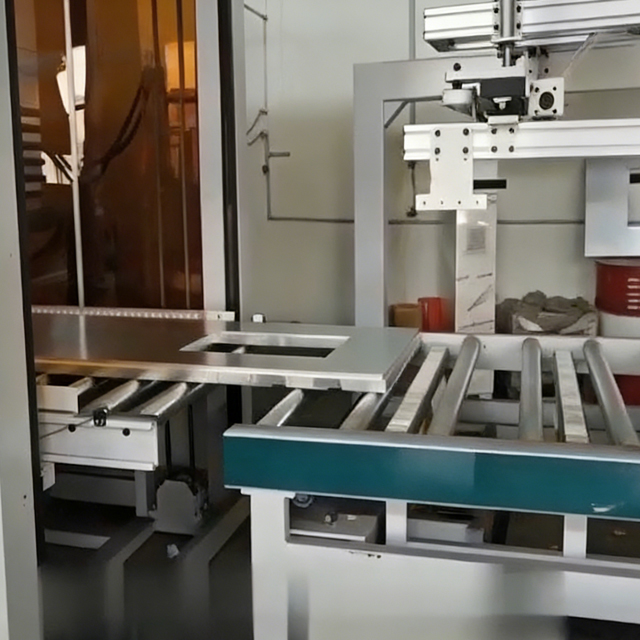
13)Door leaf palletizing;
Finally, the palletizing robotic arm stacks the door leaves and transports them to the offline position via a roller conveyor platform.
14)Stacking waiting station;
The palletized pallets are automatically transported to the next workstation. After all three workstations have pallets, the buzzer sounds to remind personnel to come and pick up the materials.
The stacking quantity can be set. Each pallet shall not exceed 2 tons and shall not exceed 1.5 meters in height.
Online message
Leave your contact information and we will contact you as soon as possible

smart factory solution






